
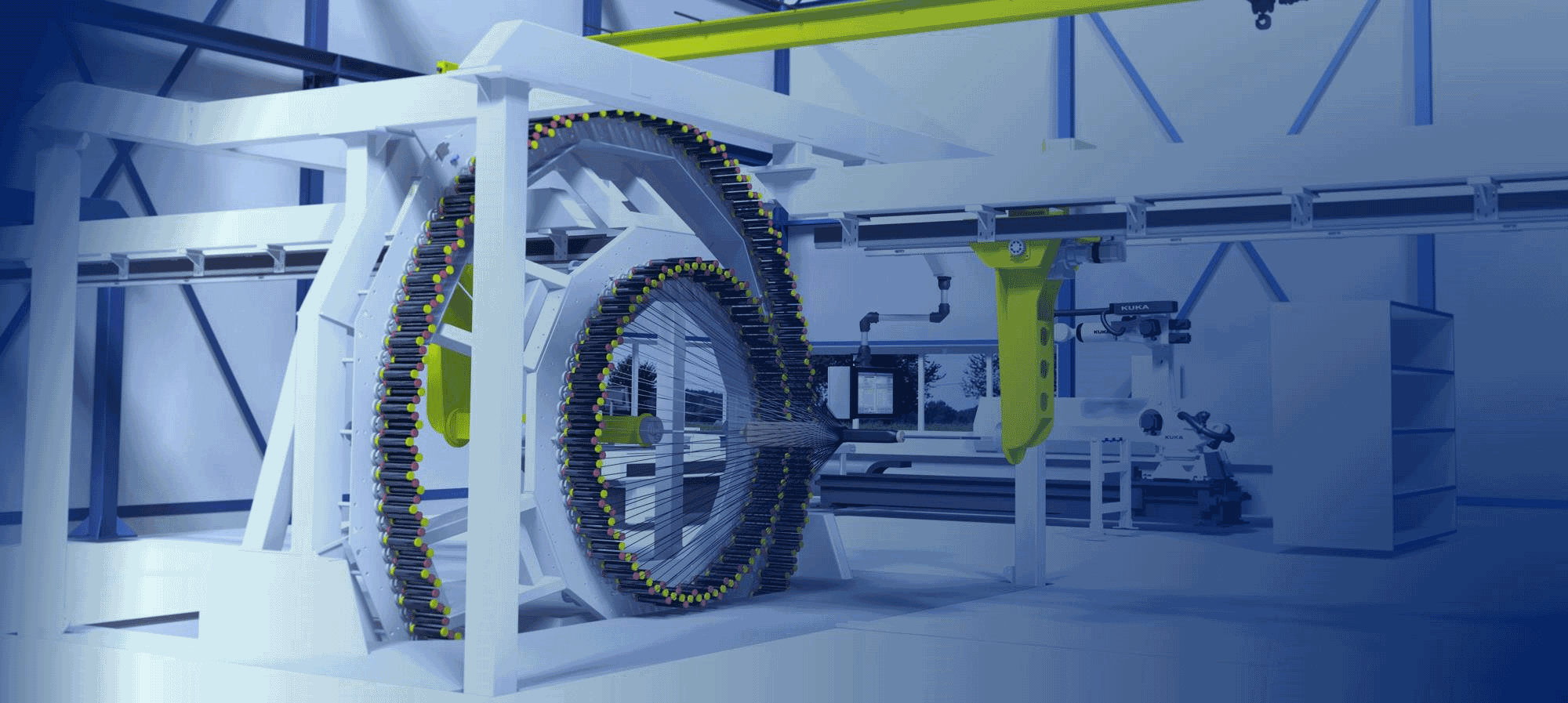

 Overbraiding as a technique to produce structural preforms with braiding technique. With the overbraiding technique the continuous fibers are placed directly onto a pre-shaped core to take shape of the core. This is one of the reasons why the overbraiding technique has a low waste rate of 5 to 10%. The braiding angles can be programmed between 15 and 80 degrees depending on the shape of the core, the number of braiding carriers and the width of the yarn. This gives a high degree of freedom in designing your component in an optimal matter and gives the opportunity for an extra weight reduction.
Overbraiding as a technique to produce structural preforms with braiding technique. With the overbraiding technique the continuous fibers are placed directly onto a pre-shaped core to take shape of the core. This is one of the reasons why the overbraiding technique has a low waste rate of 5 to 10%. The braiding angles can be programmed between 15 and 80 degrees depending on the shape of the core, the number of braiding carriers and the width of the yarn. This gives a high degree of freedom in designing your component in an optimal matter and gives the opportunity for an extra weight reduction.
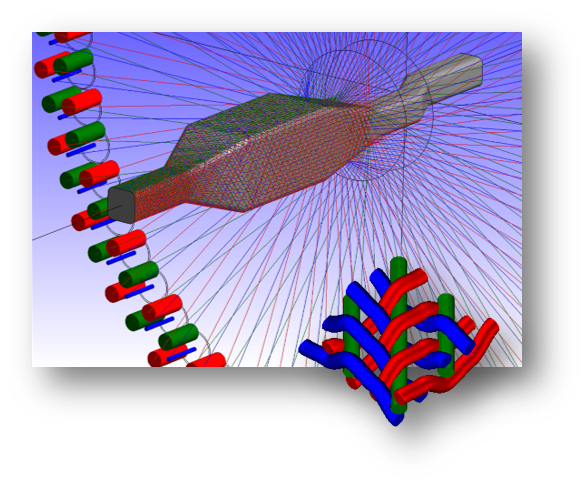
The overbraiding process can braid with a bi-axial (bias) construction, but also a tri-axial fiber construction is possible. These UD fibers are inserted between the +45 and –45 direction (other angles are possible) and therefore straight in the preform. The +/- 45 are best for torsion loads and the UD are best for bending/compression. Due to the woven patter of the bias, the braided structure has a built in crack stopping mechanism. Therefore excellent for crash structures. The positions for the UD fibers can be selected, for instance at the top and the bottom of a product which is subjected to bending loads. The ratio of bias fibers to the UD fibers can be varied from 95/5 to 15/85. During the overbraiding process the core is moved in- and out of the overbraiding machine to build up the desired wall thickness and fiber volume fraction. Turning point are preferably made at the ends of a preform, but changing halfway is also possible with extra equipment. For the resin injection process that follows the preform production, several core strategies can be considered:
1. Low weight core that remains in the product.
2. Core is replaced after overbraiding with an inner mould tool.
3. Lost core technique using a soluble or fusible core.
The core shape can be linear, curved or eccentric. After the overbraiding process the preform is braided into nett shape and can directly be used for the injection technique. The Eurocarbon overbraiding process is totally computer controlled. This essential feature guarantees an accurately programmed braiding angle through each section of the reform product. With the concept of Eurocarbon the core is supported on both ends with the traverse system. This allows long, fragile and heavy cores (up to 500Kg) being overbraided without breaking.

 Visitors address
Visitors address